



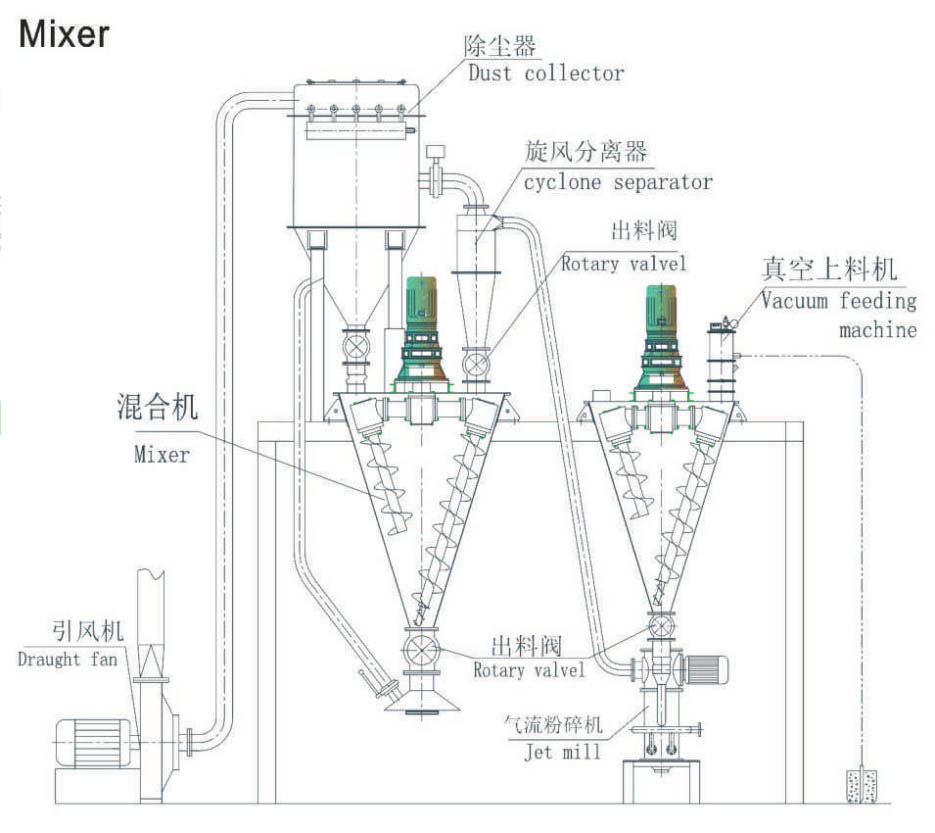
Pêkhateyên Ji bo Jet Mil

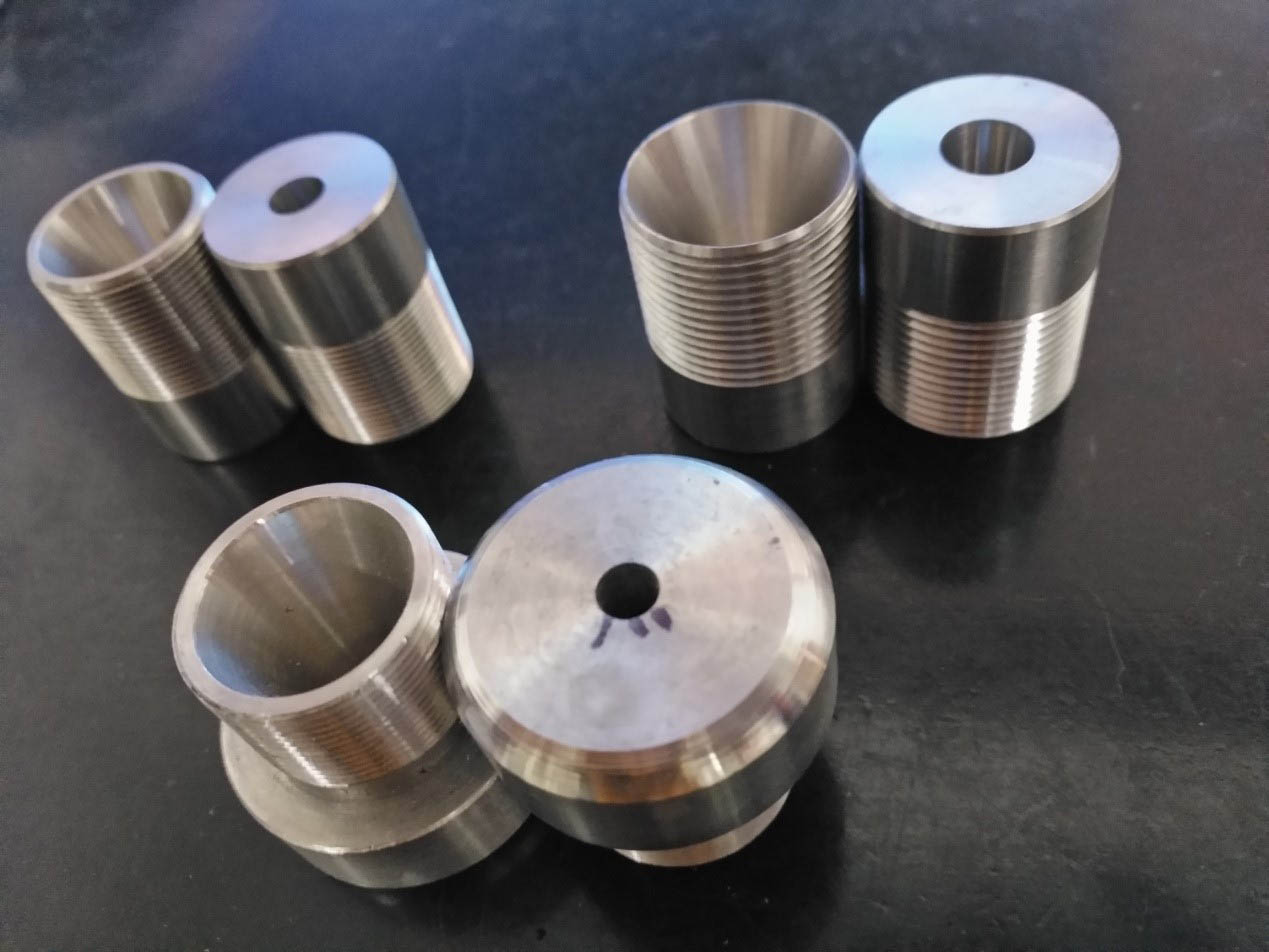
1. li derve hilgirtin, pêşî li ketina materyalê ji hundir bigire, dûv re jam bike.
2.valve û valve core beşên avêtinê ne, piştî karanîna demdirêj bê deformasyon.
3. Pêvajoya CNC rastbûnek baş misoger dike.
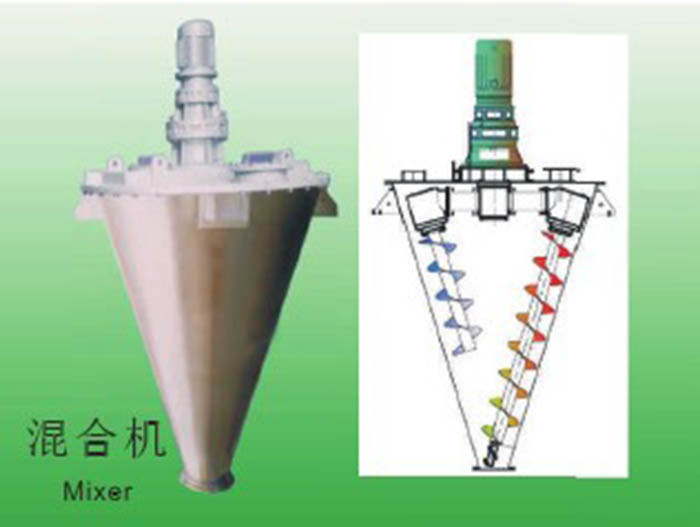

Terîf
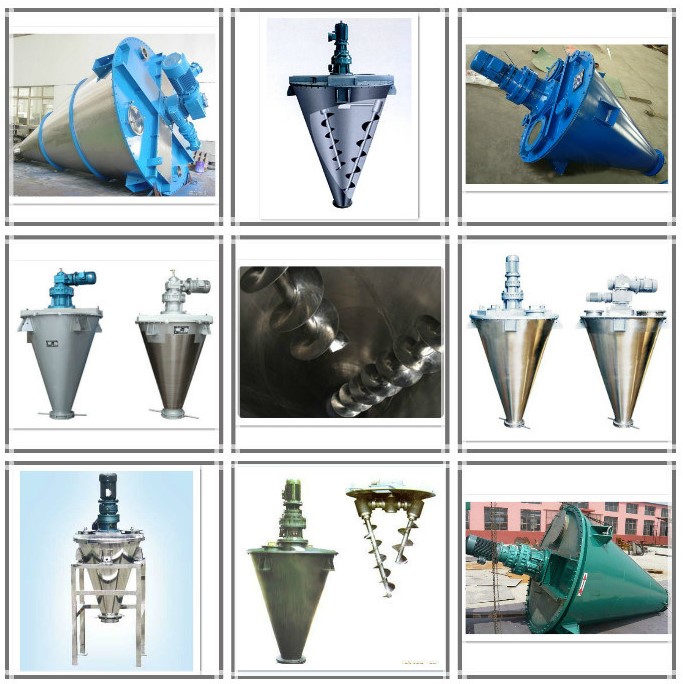
Mîksera du-pêç a DSH tevlihevkirina toz, granul û şilavê entegre dike. Zivirîna mîksera du-pêç bi komek motor û kêmkerên sîkloîd tê temam kirin. Bi tevlihevkirina asîmetrîk a bi du pêçan, rêza tevdanê dê berfireh bibe û leza tevdanê dê zêde bibe. Makîneya tevlihevkirinê ji hêla du spiralên asîmetrîk ên zivirîna bilez ve tê pêşve xistin, du stûnên spiral ên ne-sîmetrîk çêdikin ku ji dîwarê silindirê ber bi jor ve diherikin. Milê zivirîner ê ku ji hêla orbîta spiral ve tê ajotin, materyalê spiral a bi astên cûda dixe nav stûna di zarfê de, beşek ji materyalê ku tê veguheztin tê veqetandin, beşa din a materyalê tê avêtin pêç, da ku materyalên ku bi berdewamî têne nûve kirin bigihêjin çerxa tevahî. Her du materyalên ku li jor hatine behs kirin dûv re bi valahiya konkav a navendê ve têne girêdan, herikînek ber bi jêr a materyalan çêdikin û qulika li binî temam dikin, bi vî rengî gera konvektîf çêdikin.
Taybetî
1. Tevlihevkirina homojen
2. Demê tevlihevkirinê ya kurt 5-15 deqîqe
3. Derxistina paqij û bê bermayiyan
4.Valva derxistina navendî:
Elektronîkî, pneumatîk, destî (vebijarkî)
Vana topê, vana flapê, vana deriyê kêrê, vana perperokê (vebijarkî)
5. Morkirina şaftê ya sereke: Morkirina dagirtinê û mohra paqijkirina hewayê
6. Ajotin: Motora Siemens, sîkloîd an jî kêmkerê gearê
7. Guhestina sînor/ewlehiyê (vebijarkî)
8. jaketa germkirin/sarbûnê (bijarte)
Serlêdana tevlihevkera konê:
1. Rêjeya maddî ya sepandî ya belengaz, perçeyên toz materyalên nisbeten mezin in;
2. Ji bo pêvajoya nerm a tevlihevkirina glazeya seramîk guncan e, perçeyên materyalê bi zextê nayên xwarin an jî nayên şikandin;
3. Materyalên hesas ên germê zêde germ nabin;
4.Di pêvajoya tevlihevkirina tozê de pir hêsan e ku şert û mercên xebatê lê zêde bikin an jî şilekek ji bo gelek awayên dergeha spreyê peyda bikin;
5. Valva jêrîn a jihevketinê materyalek hêsan e, ji ber ku binê spiral tune fixtures, ji ber vê yekê fenomenek zexta xwarinê tune

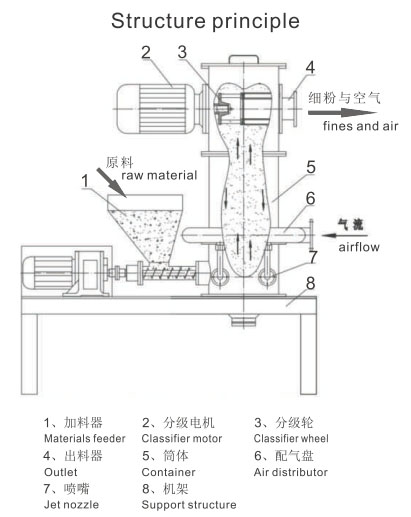
Prensîba xebatê:
Têkelkera horizontî ya ducarî ya bi şiklê U, qapaxa jorîn bi (an bê) vebûn, şaftek yekane ku bi ajîtatorek tevlihevkirina ribbon a duqatî, yekîneya veguhestinê, çarçoveya piştgirî, hêmana mohrkirinê, avahiya derxistinê û hwd. ve hatî sazkirin, pêk tê. Tîpên ribbonê her gav du qatî ne. Ribona qata derve dihêle ku materyal ji du seriyan ber bi navendê ve werin cem hev û ribona qata hundurîn dihêle ku materyal ji navendê ber bi du seriyan ve werin belavkirin. Materyal di dema tevgera dubarekirî de girover çêdikin û tevlihevkirina homojen pêk tê.
Performans û taybetmendî:
1. Materyal: pola zengarnegir 304 / 316L an pola nerm Q235;
2. Dermankirina rûberê: boyaxkirin (pola nerm), cilkirin/qûmrijandin (pola zengarnegir);
3. Tevgerê ribbonê: qatên duqat û rêwerzên duqat;
4. Tanka tevlihevkirinê: tanka horizontî, bi şiklê U;
5. Şaft: horizontî, vala, yek şaftê yekpare;
6. Dema tevlihevkirinê: 5-15 deqe;
7. Modela xebatê: tevlihevkirina komî;
8. Kêmkerê lezê: kêmkerê sîkloîd;
9. Leza zivirînê: leza sabît;
10. Mohra şaftê ya sereke: Mohra dagirtinê (Teflon) an mora paqijkirina hewayê;
11. Vekirin: deriyê xwarinê, manchol, û porta teftîşkirin / girêdanê;
12. Vana derxistinê: vana derxistinê ya bi flapê pneumatîk an destî;
13. Rewşa xebatê: NPT (zext û germahiya normal);
14. Ne karê giran e: tevlihevker nikare bi materyalên barkirinê were destpêkirin;
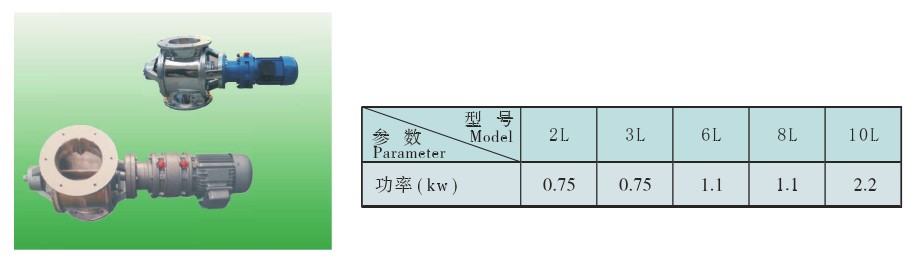
15. Dabînkirina hêzê: 220V 50HZ yek qonax / 380V 50HZ 3 qonax;
16. Elektronîkên ne-berxwedêr ên ex-ex (motor, hêmanên elektronîkî, kabîneya kontrolê);
Nozla Jetê
Çerxa Dabeşkirî